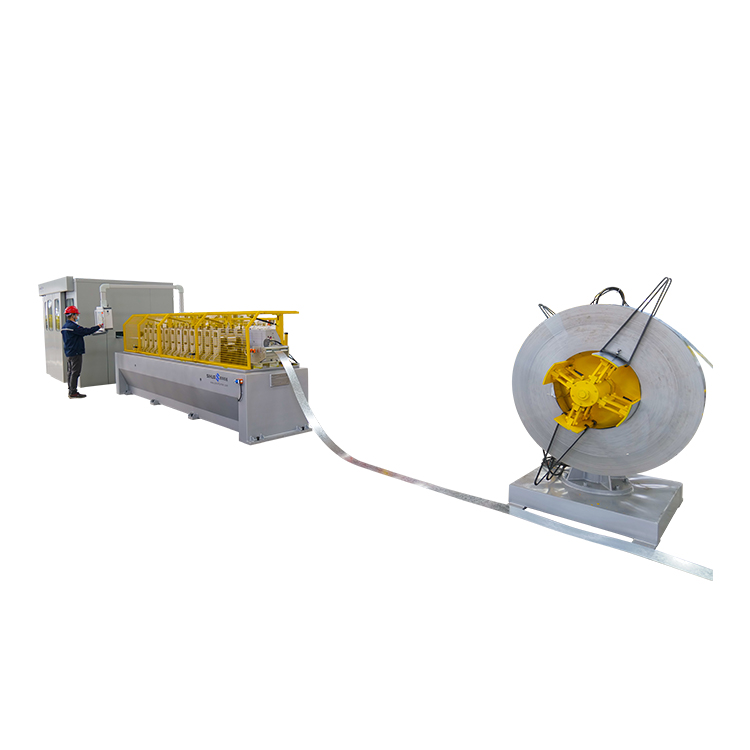
0.4-1.3 ملی میٹر چوڑائی 1300 ملی میٹر کے لیے سلٹنگ مشین
| (一) سٹیل کوائل خام مال کے پیرامیٹرز | |
| (1) قابل اطلاق مواد | جستی کنڈلی |
| (2) slitting موٹائی | 0.4 ملی میٹر ~ 1.3 ملی میٹر |
| (3) پلیٹ کی چوڑائی | 300 ملی میٹر ~ 1250 ملی میٹر |
| (4) سٹیل کنڈلی کا اندرونی قطر | Φ508 ملی میٹر |
| (5) سٹیل کنڈلی کا بیرونی قطر | Φ1600 ملی میٹر |
| (6) کنڈلی کا وزن | 15 ٹن |
| (二) تیار شدہ مصنوعات کے پیرامیٹرز | |
| (1) چوڑائی رواداری | ± 0.05 ملی میٹر |
| (2) Bururr لمبائی | 0.03 ملی میٹر |
| (3) تقسیم سٹرپس کی تعداد | 1 ملی میٹر پلیٹ موٹی، 25 سٹرپس |
| (4) عمودی قینچ سیدھا پن | 1 ملی میٹر / 2000 ملی میٹر |
| (5) کنڈلی کا مکمل دائرہ قطر | Φ508 ملی میٹر |
| (6) ڈیکوائلر کا بیرونی قطر | Φ1600 ملی میٹر |
| (三) سامان کے دیگر پیرامیٹرز | |
| (1) یونٹ کی رفتار | 0~120m/منٹ |
| (2) فرش کا علاقہ (تقریباً) | 17 میٹر کے اندر |
| (3) بجلی کی فراہمی | 380V/50HZ تھری فیز اور فائیو وائر |
| (4) نصب صلاحیت | تقریباً 160 کلو واٹ |
| (5) موٹر چلانا | اوپن کوائل مشین AC11 KW مشین عام موٹر AC75 KW مشین عام موٹر AC90 KW ہائیڈرولک اسٹیشن موٹر AC7.5KW |
| (6) یونٹ کی سمت | آپریشن کنسول کا سامنا (بائیں) سے (دائیں) (آگے کی سمت مشین) |
| (7) پروڈکشن آپریٹر | 1 تکنیکی کارکن اور 2 عام کارکن |
| (8) ڈیوائس کا رنگ | نیلا |
1. کوائل کار
2. ہائیڈرولک ڈیکوائلر
3. ہائیڈرولک معاون سپورٹ I
4. لائیو کراسنگ پل I
5. سائیڈ گائیڈ اور سلٹنگ مشین
6. سکریپ ونڈر (دونوں طرف)
7. لائیو کراسنگ پل II
8. جدا کرنے والا اور تناؤ کی میز
9. ہائیڈرولک recoiler
10. ہائیڈرولک معاون معاونت II
11. recoiler 1 کے لیے کوائل کار سے باہر نکلیں۔
2. ہائیڈرولک نظام
13. الیکٹریکل کنٹرول سسٹم

1 کوائل کار (1 سیٹ)
(1) بنیادی ڈھانچہ: اسٹیل پلیٹ، واکنگ وہیل، چار گائیڈ کالم، ٹرانسمیشن شافٹ، وغیرہ۔
(2) وزن اٹھانے والی 15 ٹن، ہائیڈرولک موٹر ڈرائیو، 6 میٹر فی منٹ پیدل چلنا۔
(3) آئل پریشر پاور: لفٹنگ اونچائی 600mm، آئل پریشر سلنڈر: FA- Φ125mm (1 برانچ)۔
تکنیکی پیرامیٹر
| فارم | بھاری سٹیل فریم، تیل کا دباؤ اور موٹر کنٹرول |
| مقدار | A |
| V سطح کی قسم | نایلان پلیٹ + اسٹیل پلیٹ ویلڈنگ |
| اثر | 15 ٹی |
| لفٹ کا سفر | 600 ملی میٹر |
| کار چلنے کی طاقت | موٹر |
| کار چلنے کی رفتار | 6m/منٹ |
ساخت اور استعمال: کھلے کوڈر کو کھلانے، اسٹیل کوائلز کو اسٹوریج ٹیبل سے اوپن کوڈر کی ریل تک پہنچانے کے لیے استعمال کیا جاتا ہے، ٹرالی چلنا آئل پریشر موٹر کے ذریعے کنٹرول کیا جاتا ہے، اور ہائیڈرولک سلنڈر کنٹرول کے لیے اٹھانا۔
لفٹ کا طریقہ کار: ہائیڈرولک سلنڈر اور سلائیڈنگ فور گائیڈ کالم ڈھانچہ، لفٹنگ پاور سلنڈر کے ذریعہ فراہم کی جاتی ہے، سلنڈر اوپری اور نچلے اسٹیل کوائل کے کام کو محسوس کرنے کے لئے وی قسم کی بیئرنگ ٹیبل کو دھکیلتا ہے۔
چلنے کا طریقہ کار: آئل پریشر موٹر اور متوازی گائیڈ ریل ڈھانچہ، چلنے کی طاقت آئل پریشر موٹر کے ذریعہ فراہم کی جاتی ہے، کار کو کھلے کوڈر کے محوری محور کے ساتھ افقی طور پر منتقل کرنے کے قابل بناتا ہے۔ ریل لمیٹڈ بلاک کے دونوں سرے، کار کو پٹری سے اترنے سے روکنے کے لیے۔
2. ہائیڈرولک ڈیکوائلر (1 سیٹ)
تکنیکی پیرامیٹر
| فارم | اسٹیل پلیٹ ویلڈیڈ فریم، ہائیڈرولک توسیعی مینڈریل | |
| مقدار | A | |
| اثر | 15 ٹی | |
| سٹیل کنڈلی اندرونی قطر | Φ508 ملی میٹر | |
| سٹیل کنڈلی بیرونی قطر | زیادہ سے زیادہ: Φ1800 ملی میٹر | |
| ریل آرک پلیٹ کا ڈھانچہ کھولیں۔ | ||
| آرک پلیٹ میں اضافہ اور سکڑنے کی حد | Φ460mm-Φ520mm | |
| آرک پلیٹ | 45 # کاسٹ اسٹیل (کروم ختم) | |
| رول بریک کھولیں۔ | ڈسک بریک کے 2 سیٹ | |
| اخراج کا طریقہ | کھانا کھلانے میں پہل کریں۔ | |
| رول پاور کھولیں۔ | 11KW موٹر | |
رول کو کھولیں اور رول ہٹانے والے آلے کو رول پریشر کے ساتھ بند کریں۔
A، فنکشن:
اسٹیل کنڈلی کو برداشت کرتے ہوئے، کنڈلی کے اندرونی قطر کو سخت کریں، کنڈلی کو کھولیں یا کنڈلی کو بازیافت کریں۔
کوائل پلیٹ کو سپورٹ کریں اور اسٹیل کی پٹی کو تناؤ فراہم کریں، جس میں فریم، مین شافٹ، ایکسپینشن رولنگ ڈرم، انکوئل کرشنگ ڈیوائس، معاون سپورٹ، بریک ڈیوائس اور پاور پارٹ شامل ہیں۔
B، ساخت
a) مین فریم: قسم کے اسٹیل، A3 اسٹیل پلیٹ، # 45 اسٹیل، دو بیئرنگ بیرنگ ایک وقت میں بور کیے جاتے ہیں تاکہ اسپنڈل کی تنصیب اور کوئی ریڈیل بیٹنگ نہ ہو۔
b) مین شافٹ: سوراخ کے ذریعے 85 ملی میٹر کے 40 کروڑ گول اسٹیل ڈرل قطر پر مشتمل، کوالٹی ایڈجسٹمنٹ اور پھر ریفائنڈ کار، رولر شافٹ قطر 190 ملی میٹر، وزن 15 ٹن۔
c) ڈرم کو اٹھانا اور سکڑنا: سلائیڈ ٹائپ پش اور پل ایکسپینشن ڈرم کو اپنائیں؛ چار آرک پلیٹ (نمبر 45 سٹیل)، لائن کٹ سلائیڈر جوڑی، توسیع قطر: Ф470mm-520mm؛ ڈرم کی موثر ورکنگ لمبائی 1300 ملی میٹر ہے، انٹیگرل مینڈریل ڈرم کے بڑھنے اور کم ہونے کی ارتکاز کو یقینی بناتا ہے، ڈرم لیتھ کار کے راؤنڈ پر 508 ملی میٹر کے قطر تک بڑھ جاتا ہے، سطح الیکٹروپلٹنگ ہارڈ کرومیم۔
d) پریس ڈیوائس کو انرول کریں: پریس رولر، سپورٹ آرم اور آئل سلنڈر پر مشتمل؛ رولر بریڈ پولی یوریتھین چکنائی دبائیں اور مٹیریل ہیڈ کو ڈھیلا نہیں کیا جائے گا اور سپورٹ بازو ہائیڈرولک سلنڈر کے ذریعے اٹھایا جاتا ہے۔
e) بریک ڈیوائس: نیومیٹک ڈسک بریک اسمبلی کا استعمال کرتے ہوئے، بریک کی طاقت کو ایڈجسٹ کیا جا سکتا ہے، بریک تنگ ہونے پر پارکنگ کی جا سکتی ہے، اس بات کو یقینی بنانے کے لیے کہ اسٹینڈ بائی اور بوٹ کی حالت ڈھیلی رولنگ نہیں ہوگی، تاکہ ڈھیلے رولنگ کے وقت پلیٹ کی سطح کو کھرچنا نہ ہو۔ اوپن رول فیڈ کے ساتھ ہم وقت سازی کا کنٹرول۔
f) تیل کے دباؤ کی طاقت: مینڈریل کو دھکا اور کھینچیں: آئل پریشر سلنڈر ماڈل کی تفصیلات: Ф 150150mm، روٹری جوائنٹ آئل سپلائی موڈ کا استعمال کرتے ہوئے (تائیوان آئل فیلڈ)؛ پریس لفٹنگ ہائیڈرولک سلنڈر Ф 80220 ملی میٹر۔
g) الیکٹریکل پاور: کھلی وائنڈنگ مشین پاور بند گیئر باکس ڈرائیو کے ساتھ 11KW AC موٹر کو اپناتی ہے (1 سیٹ)
3. ہائیڈرولک معاون سپورٹ (1 یونٹ)
(1) ایپلی کیشن: رول کی سختی کو بڑھانے کے لیے رول کے کینٹیلیور سرے کو سپورٹ کریں۔
(2) معاون سپورٹ ایک کہنی کی چھڑی کا طریقہ کار ہے، جسے ہائیڈرولک سلنڈر کے سوئنگ بازو سے اٹھایا یا گرایا جاتا ہے۔
(3) رول کو کھولتے وقت، جھولنے والی بازو کو سمیٹنے والی مشین کے کینٹیلیور سرے کو پکڑنے کے لیے اٹھایا جاتا ہے، اور رول کو رول کرتے وقت، جھولنے والا بازو گر جاتا ہے۔
4. لائیو کراسنگ پل (1 یونٹ)
(1) بنیادی ڈھانچہ: فریم سٹیل پلیٹ کے ساتھ ویلڈیڈ ہے.
(2) تیل کے دباؤ کی طاقت: اوپری اور نیچے: تیل کا دباؤ سلنڈر: CA- Φ 80 ملی میٹر (1)۔
تکنیکی پیرامیٹر:
| فارم | فریم اور ٹرانزیشن بریکٹ سٹیل پلیٹ ویلڈنگ کے حصے ہیں، اور ٹرانزیشن رول ایک چپکنے والا رول ہے |
| مقدار | A |
| لائیو آستین (لمبائی گہرائی) | 3000mm × 3500mm |
| میزوں کا سیٹ اٹھانے کا طریقہ | ہائیڈرولک سلنڈر لفٹ کو سپورٹ کرتا ہے۔ |
ساخت اور استعمال: سٹرپر اور فیڈر کے درمیان سٹیل کی پٹی کی رفتار کی مطابقت پذیری اور بفر کو کنٹرول کرنے کے لیے استعمال کیا جاتا ہے۔ میز کو نایلان بورڈ سے بنایا گیا ہے تاکہ یہ یقینی بنایا جا سکے کہ پلیٹ کی سطح پر خراشیں نہ آئیں۔ زندہ آستین کے گڑھے میں الیکٹرک آئی کنٹرول اسٹیل بیلٹ کے تین جوڑوں کی پوزیشن گڑھے میں کافی ذخیرہ برقرار رکھ سکتی ہے۔
5. سائیڈ گائیڈ اور سلٹنگ مشین (1 سیٹ)
لیٹرل گائیڈ پوزیشننگ کے تکنیکی پیرامیٹرز
| فارم | اسٹیل پلیٹ ویلڈنگ کی بنیاد، رول اور فریم کا اسٹینڈ |
| مقدار | A |
| کراس بورڈ کی چوڑائی | 200-1250 ملی میٹر |
| چوڑائی ایڈجسٹمنٹ | ہینڈ وہیل سے ایڈجسٹ کریں۔ |
| رول کا مواد | جی سی آر 15 اسٹیل |
| niproll | Φ120mm × 1300mm |
ساخت اور استعمال: اسٹیل پلیٹ کو انحراف سے روکنے کے لیے پلیٹ کی چوڑائی کی سمت بندی کے لیے۔ پلیٹ کی چوڑائی کی سمت کے دونوں طرف عمودی رولرس فراہم کیے جاتے ہیں، ان کی متعلقہ سلائیڈنگ سیٹوں پر فکس کیے جاتے ہیں، اور سلائیڈ سیٹ کو گائیڈ ریل پر پلیٹ کی چوڑائی کی سمت کے ساتھ ایڈجسٹ کیا جاتا ہے تاکہ مختلف پلیٹ کی چوڑائی کو ایڈجسٹ کیا جا سکے۔ عمودی رولر کو بجھایا جاتا ہے، اور سطح کی سختی کو بڑھانے اور مکینیکل لباس کو روکنے کے لیے رولر کی سطح کو کروپلیٹ کیا جاتا ہے۔
مشین کے تکنیکی پیرامیٹرز
| فارم | اسٹیل پلیٹ ویلڈنگ بیس، پاور گیئر باکس، آرک وے اور فریم |
| مقدار | ایک سیٹ |
| رفتار کو تقسیم کریں۔ | 120m/منٹ |
| شافٹ قطر | Φ180mm × 1300mm |
| مواد کے معیار | 42CrMo |
| اسپین سائز (اس کو چھوڑ کر حوالہ دیا گیا) | Φ300mm Φ180mm 10mm (OD ID موٹائی) |
| مین موٹر کی طاقت | AC75Kw موٹر |
| موبائل آرک وے موٹر | چاقو کو متاثر کیے بغیر ریک کے باہر نصب |
ساخت اور استعمال: مشین ایک ایسا آلہ ہے جو عمودی طور پر مختلف چوڑائیوں کے ساتھ طول بلد قینچتی ہے۔ جامع آستین کو تبدیل کرکے تیار شدہ مصنوعات کی چوڑائی کو لچکدار طریقے سے تبدیل کیا جاسکتا ہے۔ چاقو شافٹ کو نچلے شافٹ اور اوپری شافٹ کے ذریعہ مطابقت پذیر چاقو شافٹ وقفہ کاری کے لئے ایڈجسٹ کیا جاتا ہے، جو اوپری شافٹ اور نچلے شافٹ کے درمیان فرق کو درست طریقے سے کنٹرول کرسکتا ہے۔ اوپری اور نچلی شافٹ کو محوری سمت کے طور پر گری دار میوے کے ساتھ باندھا جاتا ہے، اور اوپری اور نچلے بلیڈ کے شافٹ کا اختتام۔ بلیڈ کو تبدیل کرنے کے لیے سائیڈ بوٹ فریم (موٹر ڈرائیو) استعمال کریں۔
(1) بنیادی ڈھانچہ: اسٹیل پلیٹ، کاسٹنگ سیٹ، ہم وقت ساز گیئر باکس، یونیورسل ڈرائیو، الیکٹرک سکرو لفٹنگ ڈیوائس۔
(2) ٹول شافٹ کا مواد: 40 کروڑ، چاقو شافٹ کا قطر: Φ180 ملی میٹر 1300 ملی میٹر، رف پروسیسنگ کے بعد درمیانی تعدد کا علاج، پیسنا، سخت کرومیم چڑھانا، کلیدی نالی کے ساتھ 20 ملی میٹر۔
(3) چاقو شافٹ لاک: نٹ ٹول کو لاک کرتا ہے۔
(4) بریکٹ کے ایک گروپ کی پریس پلیٹ ایڈجسٹمنٹ، اوپر اور نیچے لفٹنگ ایڈجسٹمنٹ، لکڑی کے ساتھ فکسڈ۔
(5) ٹول سیٹ موومنٹ: برقی اندر اور باہر، چاقو شافٹ لفٹنگ، الیکٹرک سنکرونائزیشن۔
(6) شیئر پاور: فریکوئنسی کنورٹر کے ساتھ 75 کلو واٹ عام موٹر۔
6. سکریپ ونڈر (دونوں طرف)
ایک کنکشن؛ آزاد فریکوئنسی تبادلوں کشیدگی کنٹرول
تکنیکی پیرامیٹر:
| فارم | ویلڈیڈ سٹیل پلیٹوں کے لئے ریک |
| ساخت | بائیں اور دائیں آزاد خوراک سے منسلک ڈھانچہ؛ ریل، پریس شافٹ اور ٹرانسمیشن کمپوزیشن۔ آسان ان لوڈنگ کے لیے آئل سلنڈر کے ذریعے کنٹرول کیا جاتا ہے۔ |
| مقدار | دو; ایک بائیں اور دائیں |
| سکریپ کنارے کی چوڑائی حاصل کریں | اور 2-10 ملی میٹر / ایک طرف |
| کنڈلی کی رفتار | 0-120m/منٹ |
| وزن کو رول کریں۔ | زیادہ سے زیادہ: 300 کلوگرام |
| مین موٹر کی طاقت | AC 3 Kw (دو) |
| سانس لینا | مکینیکل توسیع |
ساخت اور استعمال: سائیڈ میٹریل وائنڈنگ مشین پٹی سمیٹنے کے دونوں اطراف کا آلہ ہے۔ موٹر ڈرائیو، ایک اور ڈسچارج آئل سلنڈر کے ساتھ، مستحکم اور پائیدار۔
7. لائیو کراسنگ پل II (1 یونٹ)
(1) بنیادی ڈھانچہ: فریم سٹیل پلیٹ کے ساتھ ویلڈیڈ ہے.
(2) تیل کے دباؤ کی طاقت: اوپری اور نیچے: تیل کا دباؤ سلنڈر: CA- Φ 80 ملی میٹر (1)۔
تکنیکی پیرامیٹر:
| فارم | فریم اور ٹرانزیشن بریکٹ تمام سٹیل پلیٹ ویلڈنگ کے حصے ہیں، اور ٹرانزیشن رول ربڑ کا رول ہے |
| مقدار | A |
| لائیو آستین (لمبائی گہرائی) | 3000mm × 5000mm |
| میزوں کا سیٹ اٹھانے کا طریقہ | ہائیڈرولک سلنڈر لفٹ کو سپورٹ کرتا ہے۔ |
| درزی پریس پلیٹ | پلیٹ کو گڑھے میں گرنے سے روکیں اور مواد کو نقصان پہنچائیں۔ |
ساخت اور استعمال: ریٹریکٹر اور اسٹرائپر کے درمیان سٹیل کی پٹی کی رفتار کی مطابقت پذیری اور بفر کو کنٹرول کرنے کے لیے استعمال کیا جاتا ہے۔ میز کو نایلان بورڈ سے بنایا گیا ہے تاکہ یہ یقینی بنایا جا سکے کہ پلیٹ کی سطح پر خراشیں نہ آئیں۔
8. الگ کرنے والا اور تناؤ کی میز
(1) بنیادی ڈھانچہ: سٹیل پلیٹ، علیحدگی رولر، پنجاب یونیورسٹی ربڑ، وغیرہ.
(2) تناؤ پیڈ: اون کے ساتھ اوپر کا پھیلاؤ محسوس ہوا۔
(3) ریبلٹ رولر: پنجاب یونیورسٹی ربڑ، Φ350 ملی میٹر۔
(4) آئل پریشر پاور: ٹینشن پیڈ لفٹنگ: آئل پریشر سلنڈر: FA- Φ 80 ملی میٹر (2 ٹکڑے)۔
تکنیکی پیرامیٹر:
| فارم | سٹیل پلیٹ ویلڈنگ کے لیے بیس اور فریم |
| مقدار | ایک سیٹ |
| سیکٹر کا سائز | Φ80×Φ180*3 |
| الگ سیٹ سائز | Φ80×Φ110 × |
| درمیانی دباؤ والا رولر | عمودی لفٹ |
ساخت اور استعمال: طول بلد قینچ کی پٹی کی علیحدگی، اسٹیکنگ کے وقت تناؤ والی مشین کو روکنے کے لیے، جمع کرنا آسان ہے۔ علیحدگی ڈسکس کے دو سیٹ ہیں۔ علیحدگی ڈسک شافٹ کو آپریٹنگ سائیڈ سے ہٹایا جا سکتا ہے تاکہ تبدیلی اور صفائی کی سہولت ہو۔
| فارم | اسٹیل پلیٹ ویلڈنگ کی بنیاد، فریم، بریک سسٹم کی ساخت |
| مقدار | A |
| پریشر پلیٹ کی قسم | مثالی کمپریشن تناؤ کو حاصل کرنے کے لیے پلیٹ سلنڈر کے ذریعے چلائی جاتی ہے۔ |
فنکشن: اسٹیل کی پٹی کو پوزیشن میں رکھیں اور ری رولنگ کے لیے ہر اسٹیل کی پٹی پر یکساں تناؤ لگائیں، اور پیدا ہونے والا تناؤ ریوائنڈنگ کی سختی کا تعین کرتا ہے۔ یکساں تناؤ سمیٹ کو صاف ستھرا بنا سکتا ہے۔ یہ بنیادی طور پر مین فریم، فرنٹ سیپریشن فریم، پریسنگ مشین، ریئر سیپریشن فریم، ٹینشن اسٹیج اور گائیڈ رولر پر مشتمل ہے۔
B، ساخت:
● مین فریم ڈھانچہ: پروفائل سے بنا، سٹیل پلیٹ اسمبلی ویلڈنگ، اینیلنگ کے بعد مشینی بیس سطح۔
● فرنٹ سیپریشن فریم: گائیڈ ٹائپ آزاد فریم کو اپنائیں، فریم دو سطحوں کے ذریعے جڑا ہوا ہے اور سیپریٹر کو پارٹیشن شافٹ پر باڈی اور آستین کے لیے لگایا گیا ہے، جو بہت آسان ہے۔ سامنے کی علیحدگی کا فریم مرکزی فریم کی نسبت اوپر اور نیچے جا سکتا ہے اور کسی بھی اونچائی پر رک سکتا ہے۔
● ٹینشن پلیٹ فارم: یہ سائیڈ پلیٹ آرک وے، اوپری گینٹری فریم، لوئر پیڈ پلیٹ، اپر پیڈ پلیٹ اور آئل سلنڈر پر مشتمل ہے۔ اون محسوس ہوا اوپری اور نچلے پیڈ پلیٹ پر طے کیا جا سکتا ہے. پلیٹ بیلٹ اوپری اور نچلے پیڈ پلیٹوں کے درمیان سے گزرتی ہے، اور دبانے والی پیڈ پلیٹ تناؤ پیدا کرتی ہے۔ اوپری پیڈ پلیٹ کو دو آئل سلنڈروں سے ہم وقت سازی سے چلایا جاتا ہے۔
● گائیڈ رولر، پلیٹ ڈیوائس
گائیڈ رولر: بیئرنگ سیٹ، سیملیس سٹیل پائپ لپیٹے ہوئے PU ربڑ، ڈائنامک بیلنس ٹریٹمنٹ، فنکشن پلیٹ بیلٹ کو ونڈر میں گائیڈ کرنا ہے۔
پلیٹ ڈیوائس: ریک اور ڈرائیو سسٹم پر مشتمل ہے۔ پلیٹ ڈیوائس ہائیڈرولک ڈرائیو سٹرکچر کو اپناتی ہے، اس کا کام پلیٹ ہیڈ کو ونڈر میں بھیجنا ہے۔
9 ہائیڈرولک ریکوائلر
(1) بنیادی ڈھانچہ: ڈھول ہموار ساخت کو اپناتا ہے۔ اسٹیل پلیٹ، سیپریشن رولر، مین شافٹ، فور آرک پلیٹ (زگ زیگ)، سلائیڈنگ بلاک، سائیڈ پلیٹ، بیئرنگ، بیئرنگ سیٹ، پش اینڈ پل سلنڈر، باکس ریڈوسر، ہائیڈرولک پش ڈیوائس، اسٹیم بریک وغیرہ۔
(2) ریل کی توسیع اور سکڑاؤ: Φ480mm~ Φ508mm، جبڑے کے آلے کے ساتھ، آئل پریشر سلنڈر: FA- Φ150mm (1 برانچ)۔
(3) برقی طاقت: 90 کلو واٹ کی عام موٹر فریکوئنسی کنورٹر سے لیس ہے۔
ونڈر کے تکنیکی پیرامیٹرز
| فارم | اسٹیل پلیٹ ویلڈیڈ فریم، سنگل آرم ہائیڈرولک ایکسپینشن مینڈریل اور گیئر باکس کا ڈھانچہ |
| مقدار | A |
| اثر | 15 ٹی |
| سٹیل کنڈلی اندرونی قطر | Φ508 ملی میٹر |
| تکلا مواد | 42 کروڑ Mo |
| ریل فلیپ آرک پلیٹ | 45 # سٹیل کوالٹی کنڈیشنگ ٹریٹمنٹ کے بعد، سطح کو سخت کرومیم کے ساتھ لیپت کیا جاتا ہے۔ |
| گاڑھا کلیمپ منہ | تیل کا سلنڈر اوپر اور نیچے چلاتا ہے۔ |
| سٹیل کنڈلی بیرونی قطر | زیادہ سے زیادہ: Φ1800 ملی میٹر |
| پش میٹریل بورڈ | تیل کا سلنڈر دھکا |
| بریک اسمبلی | ڈسک بریک کی قسم بریک |
| مین موٹر کی طاقت | AC90 Kw موٹر |
ساخت اور استعمال: یہ سامان طول بلد قینچ کے بعد پٹی کو ریوائنڈ کرنے کے لیے استعمال کیا جاتا ہے۔ یہ فریم باڈی، ڈرم، ٹرانسمیشن سسٹم، رائز اینڈ سکڑنے کا نظام، بریکنگ سسٹم، چکنا نظام، ہائیڈرولک سسٹم وغیرہ پر مشتمل ہے۔
ٹرانسمیشن سسٹم: تکلا موٹر کے ذریعہ چلایا جاتا ہے۔ اضافہ اور سکڑنے کا نظام: تناؤ بڑھنے اور سکڑنے والے آئل سلنڈر کے ذریعے فراہم کیا جاتا ہے تاکہ مین شافٹ پر سلائیڈنگ سیٹ کو ڈسپلیسمنٹ سلائیڈنگ پیدا ہو، اور کیوئ شیپ سلائیڈر اور سلائیڈنگ سیٹ ڈرم کے بڑھنے اور سکڑنے کا احساس کرنے کے لیے نقل مکانی پیدا کرتی ہے۔
جداکار شافٹ پریشر بازو کے تکنیکی پیرامیٹرز
| فارم | سٹیل پلیٹ ویلڈنگ کے لیے بیس اور فریم |
| مقدار | A |
| سیکٹر کا سائز | Φ80×Φ180×3 |
| الگ سیٹ سائز | Φ80×Φ110 × |
ساخت اور استعمال: یہ سامان طولانی کٹنگ کو ریوائنڈنگ کرنے کے لیے استعمال کیا جاتا ہے۔ پریس مٹیریل بازو تیل کے سلنڈر سے جھول جاتا ہے۔ آئسولیشن پلیٹ (پیڈ) کی تبدیلی کے لیے دبانے والی شافٹ کو دستی طور پر فکسڈ فلکرم کے گرد پھیلایا جا سکتا ہے۔
10 ہائیڈرولک معاون معاونت II
(1) ایپلی کیشن: رول کی سختی کو بڑھانے کے لیے رول کے کینٹیلیور سرے کو سپورٹ کریں۔
(2) معاون سپورٹ ایک کہنی کی چھڑی کا طریقہ کار ہے، جسے ہائیڈرولک سلنڈر کے سوئنگ بازو سے اٹھایا یا گرایا جاتا ہے۔
(3) رول وصول کرتے وقت، جھولنے والی بازو کو سمیٹنے والی مشین کے کینٹیلیور سرے کو پکڑنے کے لیے اٹھایا جاتا ہے، اور جب رول ہوتا ہے تو جھولنے والا بازو گر جاتا ہے۔
11 ریکوائلر کے لیے ایگزٹ کوائل کار (1)
(1) بنیادی ڈھانچہ: اسٹیل پلیٹ، واکنگ وہیل، چار گائیڈ کالم، ٹرانسمیشن شافٹ، وغیرہ۔
(2) ہائیڈرولک موٹر ڈرائیو، 6 میٹر فی منٹ چلیں۔
(3) آئل پریشر پاور: لفٹنگ اونچائی 600mm، آئل پریشر سلنڈر: FA- Φ125mm (1 برانچ)۔
تکنیکی پیرامیٹر:
| فارم | بھاری سٹیل فریم، تیل کا دباؤ اور موٹر کنٹرول |
| مقدار | A |
| V سطح کی قسم | اسٹیل پلیٹ ویلڈنگ |
| اثر | 15 ٹی |
| لفٹ کا سفر | 600 ملی میٹر |
| کار چلنے کی طاقت | موٹر |
| کار چلنے کی رفتار | 7m/منٹ |
ساخت اور استعمال: کنڈلی کو اتارنے کے لیے، کوائل سے اسٹیل کوائل اتارنے کے لیے، آئل پریشر موٹر کنٹرول کے لیے ٹرالی چلنا، ہائیڈرولک سلنڈر کنٹرول کے لیے اٹھانا اور اٹھانا۔
لفٹ کا طریقہ کار: ہائیڈرولک سلنڈر اور سلائیڈنگ گائیڈ کالم کا ڈھانچہ، لفٹنگ پاور سلنڈر کے ذریعے فراہم کی جاتی ہے، سلنڈر اوپری اور نچلے اسٹیل کوائل کے فنکشن کو سمجھنے کے لیے V-ٹائپ بیئرنگ ٹیبل کو دھکیلتا ہے، اور ان لوڈنگ ٹرالی کو مخالف الٹی چھڑی کے ساتھ۔
واکنگ میکانزم: آئل پریشر موٹر اور متوازی گائیڈ ریل ڈھانچہ۔ چلنے کی طاقت آئل پریشر موٹر کے ذریعہ فراہم کی جاتی ہے تاکہ کار کو رولر کے کنڈلی کے محور کے ساتھ افقی طور پر حرکت دی جاسکے۔ کار کے پٹری سے اترنے سے روکنے کے لیے ریل کے دونوں سرے محدود بلاک۔
12 ہائیڈرولک نظام (1 سیٹ)
(1) بنیادی ڈھانچہ: اسٹیل پلیٹ ویلڈڈ آئل ٹینک، 300 کلوگرام کی گنجائش اور تمام قسم کے آئل پریشر والوز، آئل پینلز۔
(2) پاور: کلاس E 7.5KW موٹر اور آئل پمپ، 30ML، نارمل پریشر 70kg/cm2، زیادہ سے زیادہ پریشر: 140kg/cm.
تکنیکی پیرامیٹر:
| مقدار | ایک سیٹ |
| ایندھن کی ٹینکیج | 300L |
| تیل پمپ کی نقل مکانی | 25ml/r |
| سسٹم ورکنگ پریشر | 12MPa |
| موٹر کی طاقت | 7.5 کلو واٹ |
| کولنگ ڈاؤن طریقہ | ہوا کی ٹھنڈک |
| کام کرنے کا درجہ حرارت | 0℃–60℃ |
| سروس مادہ | N68 اینٹی وئیر ہائیڈرولک آئل |
ساخت اور استعمال: پوری پروڈکشن لائن کے ہائیڈرولک حصے کے آپریشن کو کنٹرول کرنے کے لئے۔ سنٹرلائزڈ کنٹرول کا استعمال کرتے ہوئے، سسٹم ایک ہائیڈرولک اسٹیشن، متعدد والو اسٹیک اور کئی پائپ لائنوں پر مشتمل ہے۔ بنیادی طور پر آئل ٹینک باڈی، آئل پمپ الیکٹرک یونٹ، ہائیڈرولک والو پائل، ہائیڈرولک پائپ لائن وغیرہ۔
13 الیکٹرک کنٹرول سسٹم
(1) الیکٹرانک کنٹرول آپریٹنگ ٹیبل۔
(2) پاور سپلائی وولٹیج: تھری فیز 380VAC ± 10% فریکوئنسی: 50Hz ± 1
(3) کمپوزیشن اور استعمال: سسٹم ایک آپریشن اسٹیشن سے لیس ہے، پوری لائن سنٹرلائزڈ کنٹرول کو اپناتی ہے، آپریشن اسٹیشن میں ڈیجیٹل ڈسپلے، ہائی اور لو اسپیڈ ایڈجسٹمنٹ، مینوئل فیڈ، لگاتار سیگمنٹیشن، فالٹ الارم اور دیگر افعال ہوتے ہیں۔ سپیڈ ریگولیشن سسٹم، پروگرام کنٹرولر (PLC) تائیوان یونگ ہانگ کمپنی کی مصنوعات کا استعمال کرتے ہوئے. دیگر برقی کنٹرول اجزاء درآمد شدہ مصنوعات یا اسی گریڈ کے مشترکہ منصوبے کی مصنوعات۔ کنسول، پش بٹن باکس، پتہ لگانے والے اجزاء اور کیبلز اور تاریں۔ ٹچ اسکرین کنٹرول کے ساتھ، یہ آسانی سے پروڈکشن پروسیس کے پیرامیٹرز کو سیٹ اور ان میں ترمیم کر سکتا ہے، بشمول رفتار، دستی اور خودکار سوئچنگ، اور ہر پرزے کے آپریشن اسٹیٹس کو مانیٹر کر سکتا ہے۔ پیداوار لائن کے محفوظ اور موثر آپریشن کو یقینی بنائیں۔
14 برانڈ اور سپلائر کی تفصیل:
مکینیکل حصہ
| آرڈر نمبر | نام | پروڈیوسر | ریمارکس |
| 1 | اثر | جاپان نے NSK درآمد کیا۔ | میزبان کو تقسیم کریں۔ |
| 2 | اثر | ہا محور، ٹائل کا محور | آلات کا سامان |
| 3 | موٹر گیئر مشین | ینگ a | |
| 4 | گیئر کم کرنے والا | گو ایم اے او |
نیومیٹک سامان
| آرڈر نمبر | نام | پروڈیوسر | ریمارکس |
| 1 | ایئر سلنڈر | گھریلو معیار کی مصنوعات | |
| 2 | برقی مقناطیسی والو | ستارے | |
| 3 | رفتار کنٹرول والو | ستارے |
ہائیڈرولک حصہ
| آرڈر نمبر | نام | پروڈیوسر | ریمارکس |
| 1 | برقی دشاتمک والو | تیل کن | |
| 2 | برقی مقناطیسی ریلیف والو | تیل کن | |
| 3 | چلر | گھریلو معیار کی مصنوعات |
برقی کل
| آرڈر نمبر | نام | فراہم کنندہ |
| 1 | پی ایل سی | تائیوان یونگ ہانگ |
| 2 | انسانی کمپیوٹر انٹرفیس | ویلون، تائیوان |
| 3 | فریکوئنسی ٹرانسفارمر | ہیوچوان |
| 4 | معاون ریلے | شنائیڈر |
| 5 | عام موٹر | جیانگ شینگ |
| 6 | کم وولٹیج کے اجزاء | شنائیڈر |
15 بے ترتیب منسلکہ:
(1) مکینیکل فاؤنڈیشن کی انسٹالیشن ڈرائنگ، بولٹ ڈسٹری بیوشن اور پروڈکشن لائن لے آؤٹ ڈرائنگ۔
(2) اٹیچمنٹ: 20 ٹکڑے۔ 120 جمع نایلان پیون؛ 20 کشیدگی کے ٹکڑے؛ 120 تناؤ پیون؛ 1 کٹر شافٹ۔
| آرڈر نمبر | تفصیل کی تفصیل | فراہمی کی گنجائش | ریمارکس | |
| بیچنے والا | خریدار |
| ||
| 1 | ڈیزائن | |||
| 1.1 | ڈیزائن شیڈول | √ |
|
|
| 1.2 | مشین ڈیزائن | √ |
|
|
| 1.3 | مشین کے آپریشن کے لیے الیکٹریکل ڈیزائن | √ |
|
|
| 1.4 | ہوا کے دباؤ اور ہائیڈرولک پریشر کے لیے سرکٹ ڈیزائن | √ |
|
|
| 1.5 | پیداوار لائن کے لے آؤٹ ڈیزائن | √ |
|
|
| 2 | بنانا | |||
| 2.1 | شیڈول بنائیں | √ |
|
|
| 2.2 | مینوفیکچرنگ کا مکینیکل اور برقی حصہ | √ |
|
|
| 2.3 | مینوفیکچرنگ کا معائنہ اور جانچ | √ |
|
|
| 2.4 | سپرے پینٹ | √ |
|
|
| 2.5 | پیک | √ |
|
|
| 3 | ترسیل کی شرائط | |||
| 3.1 | سائٹ پر ان لوڈنگ |
| √ |
|
| 3.2 | سائٹ اتارنے کا سامان (کرین وغیرہ) |
| √ |
|
| 3.3 | سائٹ کے سامان کی تصدیق اور اسٹوریج |
| √ |
|
| 4 | بنیاد کا کام | |||
| 4.1 | سول انجینئرنگ فاؤنڈیشن ڈیزائن | √ |
|
|
| 4.2 | فاؤنڈیشن انجینئرنگ اور مشاورت | √ |
| بیچنے والا بنیادی نقشہ فراہم کرتا ہے۔ |
| 4.3 | بنیادی کاموں کا معائنہ | √ | √ |
|
| 4.4 | بے بولٹ | √ |
|
|
| 4.5 | مشین پیڈ (فلیٹ پیڈ آئرن، مائل لوہا) | √ |
|
|
| 4.6 | مکینیکل فاؤنڈیشن میں گراؤٹ اور مارٹر ڈالے جاتے ہیں۔ |
| √ |
|
| 4.7 | مارٹر کو آلات کے پاؤں کے سوراخ میں داخل کیا جاتا ہے۔ |
| √ |
|
| 4.8 | کنکریٹ میں دب گیا (H-، وغیرہ) |
| √ |
|
| 5 | تعمیراتی کام | |||
| 5.1 | تنصیب کا سامان (ڈرائیونگ گاڑی، ٹرک کرین، وغیرہ) |
| √ |
|
| 5.2 | متبادل آلہ | √ |
|
|
| 5.3 | تنصیب کا مواد (ہائیڈرولک نیومیٹک پائپ اور وائرنگ) | √ |
|
|
| 6 | حفاظتی احتیاطی تدابیر | |||
| 6.1 | ڈچ کور پلیٹ اور سبمرسیبل پمپ |
| √ |
|
| 6.2 | ریل | √ |
|
|
| 7 | ہائیڈرولک ہوا کا دباؤ اور منجمد انجینئرنگ | |||
| 7.1 | ہائیڈرولک یونٹ |
|
|
|
| 7.2 | ہائیڈرولک ڈرین انجینئرنگ (سامان میں) | √ |
|
|
| 7.3 | ہائیڈرولک ڈرین پائپ کام کرتا ہے (خندق میں) | √ |
|
|
| 8 | الیکٹریکل انجینئرنگ | |||
| 8.1 | مطلوبہ پاور انسٹال کریں۔ |
| √ |
|
| 8.2 | سب سٹیشن سے کنٹرول پینل اور ڈسٹری بیوشن کیبنٹ تک پرائمری کیبل |
| √ |
|
| 8.3 | ایک کیبل خندق |
| √ |
|
| 8.4 | مشین میں مین لائن کیبنٹ کی سیکنڈری وائرنگ | √ |
|
|
| 8.5 | ثانوی وائرنگ کے لیے کیبل سلاٹ | √ |
|
|
| 8.6 | موٹر اور ڈرائیو کنٹرولر | √ |
|
|
| 8.7 | مشین میں وائرنگ اور ڈرین پائپنگ | √ |
|
|
| 8.8 | پاور ڈسٹری بیوشن کیبنٹ کی ہر لائن | √ |
|
|
| 8.9 | لائٹنگ اور برقی آلات کے استعمال کی منظوری |
| √ |
|
| 9 | ٹیسٹ رن | |||
| 9.1 | ٹیسٹ رن کے لیے مواد |
| √ |
|
| 9.2 | ٹیسٹ ورکر |
| √ |
|
| 9.3 | آئل انجیکشن، گیئر آئل، ہائیڈرولک آئل وغیرہ |
| √ |
|
| 9.4 | آپریٹنگ دیکھ بھال کے اوزار | √ |
|
|
| 10 | تربیت اور بعد از فروخت سروس | |||
| 10.1 | آپریشن دستی اور دیکھ بھال کا دستی | √ |
|
|
| 10.2 | آپریشن اور دیکھ بھال کی تربیت | √ |
| |
(1) سیکیورٹی الارم وارننگ سسٹم؛
1. ہر پوسٹ کے لیے مشترکہ آپریشن کنڈیشن کنفرمیشن لاک (سیفٹی لاک) اور الارم پرامپٹ کو کنفیگر کریں۔
2. ہر آپریٹنگ اسٹیشن، بشمول فیڈنگ، مین آپریشن، ان لوڈنگ وغیرہ، الارم کو آزادانہ طور پر چلا سکتا ہے۔
3. جب ہر حرکت پذیر آلہ کام کر رہا ہوتا ہے، الارم کا اشارہ ہوتا ہے۔
(2) سیفٹی انٹر لاک ڈیوائس (خطرے کے اہم حصے کے لیے اورکت کا پتہ لگانے اور الارم)
(3) آلات کا کلپ رولر، کنیکٹنگ شافٹ، گھومنے والی زنجیر، بے نقاب بریک پیڈز اور دیگر آپریٹنگ باڈیز کو آستین کے گرد حفاظتی کور اور حفاظتی ریلنگ سے لیس ہونا چاہیے۔
(4) خطرناک حصوں اور آلات کے اہم حصوں کے لیے انتباہی نشانیاں
(5) گھومنے والی باڈی کو واضح رنگوں سے نشان زد کیا جائے گا، جو جسم کے سامان کے رنگ (پیلے رنگ میں) سے ممتاز ہوگا۔
1. خریدار سامان کے انٹرفیس کو ٹھنڈا کرنے والا پانی اور گیس کا ذریعہ فراہم کرے گا۔
2. خریدار پاور سپلائی ڈسٹری بیوشن باکس (تین فیز فائیو لائنوں) کا مالک ہوگا، جس کی صلاحیت یونٹ کی بجلی کی ضروریات کو پورا کرتی ہے۔
3. پاور ڈسٹری بیوشن باکس میں تین سے زیادہ آؤٹ لیٹ ٹرمینلز ہیں۔
4. پاور ڈسٹری بیوشن باکس مین آپریشن کیبنٹ سے 5m کے اندر ہے۔
5. خریدار آپریٹنگ اسٹیشن کو بجلی کی فراہمی کی ہدایت کرنے کا ذمہ دار ہے۔
6. خریدار ایک ایئر کمپریسر فراہم کرے گا۔
7. خریدار گیئر آئل، ہائیڈرولک آئل، چکنا کرنے والا تیل اور آئل گریڈ فراہم کرے گا جو بیچنے والے نے فراہم کیا ہے۔
8. خریدار کمیشننگ اور متعلقہ معاون آلات اور آلات کے لیے ضروری مواد فراہم کرے گا۔