سیلنگ ٹی گرڈ رول بنانے والی مشین
مشین کا نام:
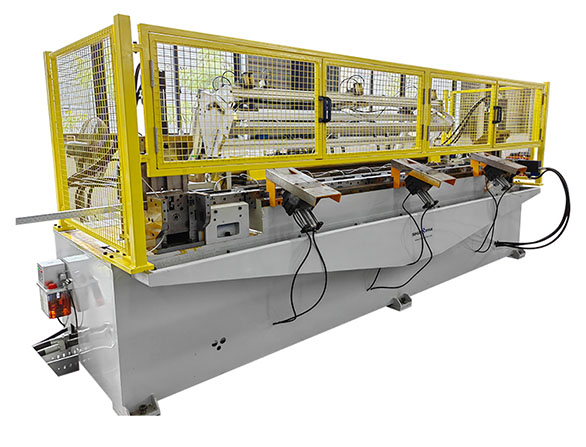
ایک سیٹ رولر فارمنگ یونٹ (COMBI) کو تبدیل کر کے خودکار ہائی سپیڈ ملٹی سپیکیشن مین ٹی گرڈ رول بنانے والی مشین۔
گیئر باکس کا استعمال کرتے ہوئے رولر بنانے والی یونٹ
1.1 پی ایل سی کے ذریعہ ٹی بار پروڈکشن لائن کی نگرانی کی جاسکتی ہے۔ اگر ٹی بار پروڈکشن لائن میں غلطیاں ہیں، تو PLC غلطیوں کا پتہ لگائے گا۔ کارکنوں کے لیے دیکھ بھال کرنا آسان ہے۔
1.2 ٹی بار کی پیداوار کی رفتار 0-60M/منٹ میں ہے۔ کراس ٹی بار کی اوسط رفتار 36m فی منٹ ہے۔ ایک منٹ لمبائی 1200 (4FT) کے لیے 6PCS لمبائی 3660mm (12FT) مین-ٹری 40PCS پیدا کر سکتا ہے۔
1.3 مختلف وضاحتیں رولر بنانے والے یونٹس (6) کو 30 منٹ میں تبدیل کیا جا سکتا ہے، اگر ایک سیٹ رولر بنانے والے یونٹس (6) کو شامل کریں تو 24X32H وضاحتیں تیار کی جا سکتی ہیں۔
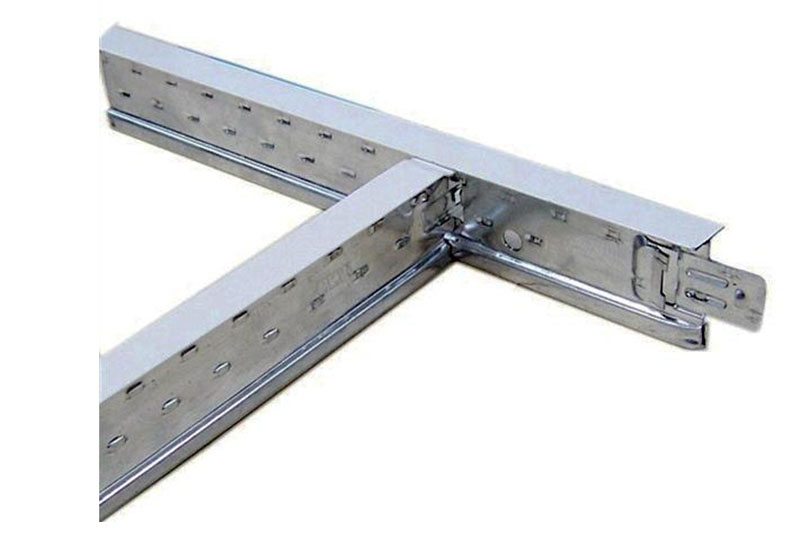
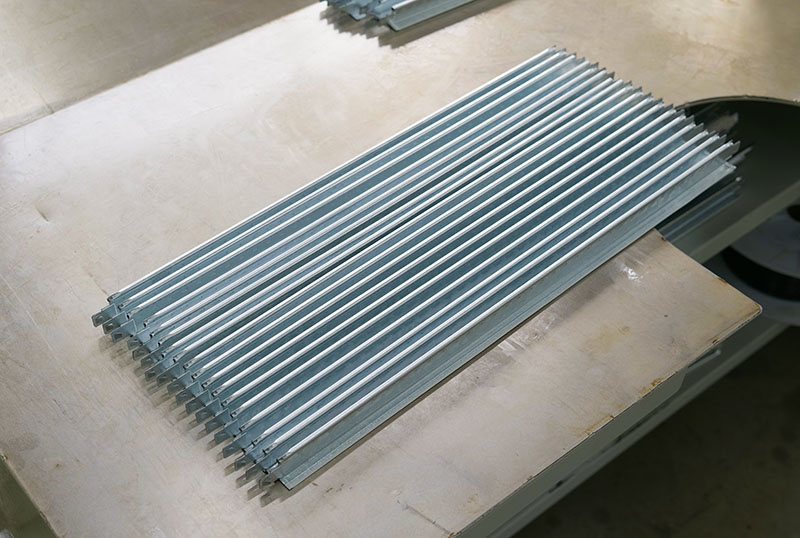
پروڈکٹ ڈرائنگ:
مین ٹی بار پروفائل 38h *24*3600mm/3700mm۔
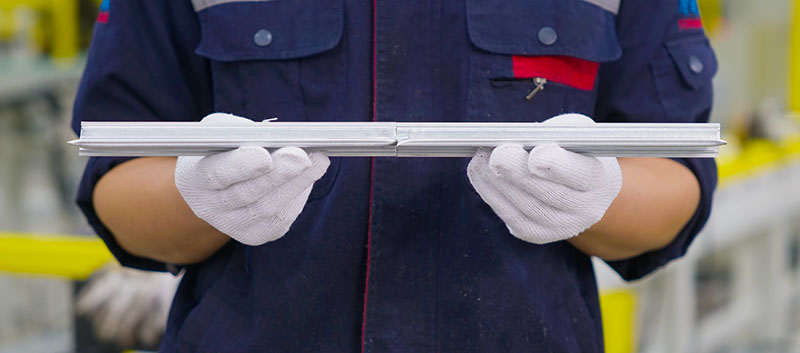
کراس ٹی بار پروفائل 38h*24*600/1200mm۔
ہم آپ کی تصدیق شدہ ڈرائنگ کے مطابق مشین کو ڈیزائن کرتے ہیں۔
1. ڈبل موٹرائزڈ ڈی کوائلر (پینٹ اسٹیل کوائل)
1.1 لوڈنگ کی گنجائش: 1500Kgs*2
1.2 کنڈلی کی تفصیلات: OD 2,000 ملی میٹر ID 508 ملی میٹر۔ پینٹ سٹیل کنڈلی چوڑائی: 100 ملی میٹر
1.3 کنڈلی کو سخت کرنے کے لیے رولنگ دے کر
1.4 موٹر سے چلایا جاتا ہے۔
1.5 چلنے والی موٹر: 1.5 کلو واٹ
2. ڈبل موٹرائزڈ ڈی کوائلر (جستی سٹیل کوائل)
2.1 لوڈنگ کی گنجائش: 3000 کلوگرام*2
2.2 کوائل کی تفصیلات: OD 1,500 ملی میٹر۔ ID 508 ملی میٹر۔ چوڑائی: 150 ملی میٹر
2.3۔ کنڈلی کو سخت کرنے کے لیے ہاتھ میں رول کر کے۔
2.4 موٹر سے چلایا جاتا ہے۔
2.5 چلنے والی موٹر: 1.5 کلو واٹ

رولر بنانے والے یونٹ تیز رفتاری سے کام کرتے ہیں، لہذا ہمیں موٹر اور ریڈوسر کی حفاظت اور ان کی زندگی کو طول دینے کے لیے اسٹوریج یونٹ کی ضرورت ہے۔

موٹر پاور 15KW ہے، برانڈ ABB ہے۔
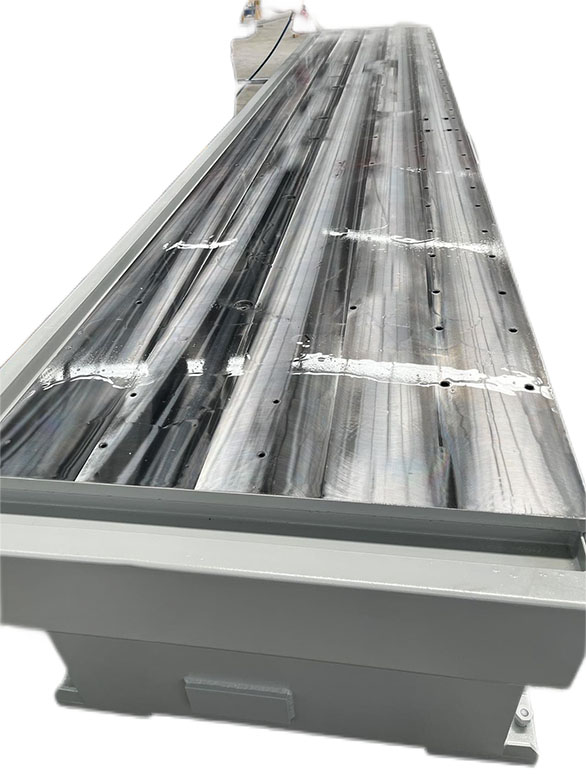
مشین کی بنیاد کا مواد Q345-B اسٹیل ہے جس میں پورے ہیٹ ٹریٹمنٹ کے ذریعے مشین کی لمبی زندگی کے لیے اندرونی قوت کو ختم کیا جاتا ہے۔
مشین ورکنگ ٹیبل اعلی درستگی کی سطح، 0.05 ملی میٹر کے اندر فلیٹ رواداری، رولر بنانے والی اکائیوں میں 0.02 ملی میٹر کے اندر جگہ یا تلاش کرنے والی پن کے لیے بڑی CNC پوری پروسیسنگ کا استعمال کرتی ہے۔
رولر بنانے والے یونٹس (COMBI) مشین کی بنیاد پر طے کیے گئے ہیں۔ COMBI کو مختلف ٹی بار سائز کے مطابق تبدیل کیا جا سکتا ہے۔
رول فارمنگ اسٹیشن 16+ 5 معاون رولرس، رولر میٹریل CR12MOV1(SKD11) ویکیوم ہیٹ ٹریٹمنٹ 58-62 HRC ہے۔
رول بنانے والی مشین مشین کی زندگی کو طول دینے کے لیے گیئر باکس کے پورے ڈھانچے کو اپناتی ہے۔
شافٹ کور کا قطر ∮40mm ہے، گرمی کا علاج بجھانے سے مواد 40 CR ہے۔
وال فریم مواد: Q345 - B، CNC پروسیسنگ، ہیٹ ٹریٹمنٹ۔
سیٹ نمبر سیدھا کرنا: 1 سیٹ، استعمال پروفائل کو اوپر اور نیچے، سامنے اور پیچھے، بائیں اور دائیں سے سیدھا کرنا ہے۔
فارمنگ لائن کی رفتار 0-80M/منٹ۔ تیز یا سست رفتار خودکار کنٹرول ہوسکتی ہے۔

پنچنگ ڈائی ویکیوم ہیٹ ٹریٹمنٹ کے ساتھ SKD11 کا مواد استعمال کرتی ہے، سختی HRC 58–62 ہے۔
چھدرن سوراخ مرنے کے 6 ٹکڑے ٹکڑے انسٹال کریں.
کٹ آف کی لمبائی 3600mm T-BAR بڑھتے ہوئے سوراخ، ہائیڈرولک پنچنگ کے ذریعے کنیکٹر، روبوٹ پنچڈ ٹی بار کو اسٹیکنگ ٹیبل پر لے جاتا ہے۔
موٹر پاور: 15KW، موٹر برانڈز: ABB
پمپ ورکنگ پریشر: 140 کلو ہائیڈرولک فلو: 65L برانڈ ریکسروتھ ہے (جرمن)
تیل کے سلنڈر، مقدار: 9 ٹکڑے
جمع کرنے والا: 25L برانڈ: OLAER (فرانسیسی)
پریشر سینسر، IFM (جرمن) برقی مقناطیسی والو: Rexroth (جرمن)
فلٹریشن برانڈ پارکر (USA) 10.7 ہے، تیل کو پانی یا ہوا کے ذریعے ٹھنڈا کیا جاتا ہے۔

PLC برانڈز: مٹسوبشی (جاپان)۔
قینچ کنٹرولر: اطالوی (SIHUA)
فریکوئینسی انورٹر پاور: 15 کلو واٹ برانڈ: یاسکاوا (جاپان)
ریلے اور بریکر برانڈ: شنائیڈر۔
مین مشین انٹرفیس (ٹچ اسکرین) برانڈ: KINCO، سائز 10.4"۔
الیکٹرک کیبنٹ، کوئیک پلگ کے ذریعے باہر کی تار سے جڑی ہوئی ہے۔